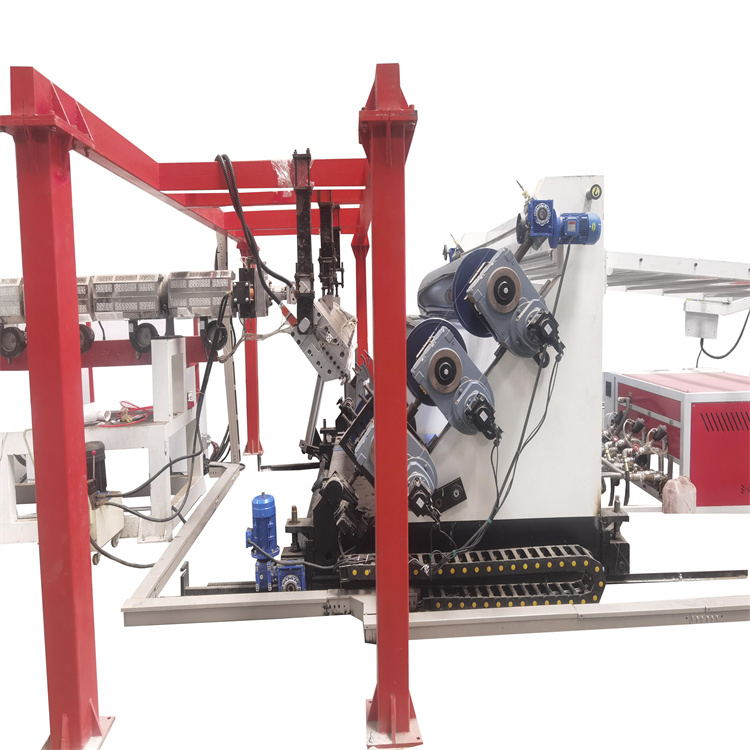
| | Ʒ������ŵ | | �ͺ���sj60 | | ���������������PVC�� | |
| | ��������IJ��������� | | ��Ŀ�����2400 mm | | ��ĺ����2600 mm | |
| | ����������60 kg/h | | �����ٶ���0.01 m/min | | | |
(1)����Ƭ�������豸��Ͳ�ϸ����¶��ɼ��϶ο�ʼ����Ͳ�����ģ�����Ӵ��¶������ [1] ��
(2) (2)����ģ���¶��Ը��ڻ�Ͳ�¶ȡ��߳��¶ȿ�����5---10�档ģ�������¶��Ը���ģ���к��¶ȣ��߳��¶ȿ�����5-10�档
(3) (3)��Ƭ��ʽ���������м���Ϲ���Ӧ��ģ�ߴ�����ƽ����һ��ˮƽ����;���ڶ������м����ƽ�У����50~100mm��
(4) (4)ģ�ߴ��ڼ�϶Ӧ��С�ڻ���ڰ���Ʒ��ȣ�ģ���м��϶Ӧ��С�������ģ����϶�� (5)ע������������ֲڶ�RӦ������0. 2pm����������ʱ������Ӳ�ֵ��λ����棬Ӧʹ��ͭ�ʵ�����������ϡ�
(6)����Ӧ��һЩ�и߶�;������ļ�϶Ӧ���ڻ��Դ��ڰ�ĺ�ȡ�
(7)����ģ���¶ȿ���Ҫ�ȶ����¶ȸ�ʱ������ģ���������ٶȱ��;�¶ȵ�ʱ������ģ���������ٶȱ��������ȶ����������ٻ���ɰ�(Ƭ)��Ʒ������������
(8)ע����������Ĺ������¶ȣ�Ӧ�ǽ�Ƭ���¶��Ը�Щ����Ƭ���¶��Ե�Щ�������¶�ƫ�ߣ����������ѹ�����Ʒ�����ײ�������;�¶�ƫ�ͣ���Ʒ���治�����ݴ��������¶ȿ���Ҫ��ʱ������
(9)��������ת�ٶ�Ҫ�Ը��ڰ�����ģ�߿ڵļ����ٶȣ�һ���ٶȲ����10�����������ٶ�Ҫ����ƽ�ȣ����������������ٶȶ�ĺ�����нϴ�Ӱ�졣(10)��ϩ�������ϼ������Ͱ�(Ƭ)��ʱ���ݸ�ѡ��ͻ���ͽṹ��ѹ����Ϊ(3-4):1,������������Ϊ:HDPE 0. 3~2.0g/10min��LDPE 0.1~0.3g/1Omin��PP 0.5~1. 5g/10min��ABS�ȷǽᾧ�߾�����֬�������Ͱ�(Ƭ)�ģ�Ӧѡ�ý������ݸˣ�ѹ����Ϊ(1.6һ2. 5):1 (11)���ϰ�(Ƭ)�ļ������ͣ����˾���ϩ����ϩ�;۱�ϩ��֬����ǰһ������²��������⣬����һЩ����(��ABS����������)��Ӧ�ڼ���ǰҪ��������ﴦ��������Ӧʹ�������ͼ������������͡�